
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
铝锻件热处理工艺规范 提升强度与韧性方法
铝锻件经过锻造成型后,内部虽然组织被压实细化,但仍存在锻造残余应力、晶粒分布不均、合金元素偏析等问题,如果不做规范热处理,整体强度、硬度、韧性无法完全发挥,后期机加工容易变形,使用中易疲劳开裂、尺寸漂移。铝合金锻件热处理和钢制锻件完全不同,不能采用淬火高温回火模式,专属固溶处理 + 人工时效是标准工艺规范,合理把控热处理参数,能够显著提升铝锻件强度、硬度、韧性与尺寸稳定性。本文详解铝锻件标准热处理工艺规范,分享提升综合力学性能的核心控制方法。
铝锻件热处理核心分为两大工序:固溶处理与人工时效,两道工序缺一不可,共同决定铝锻件最终力学性能。

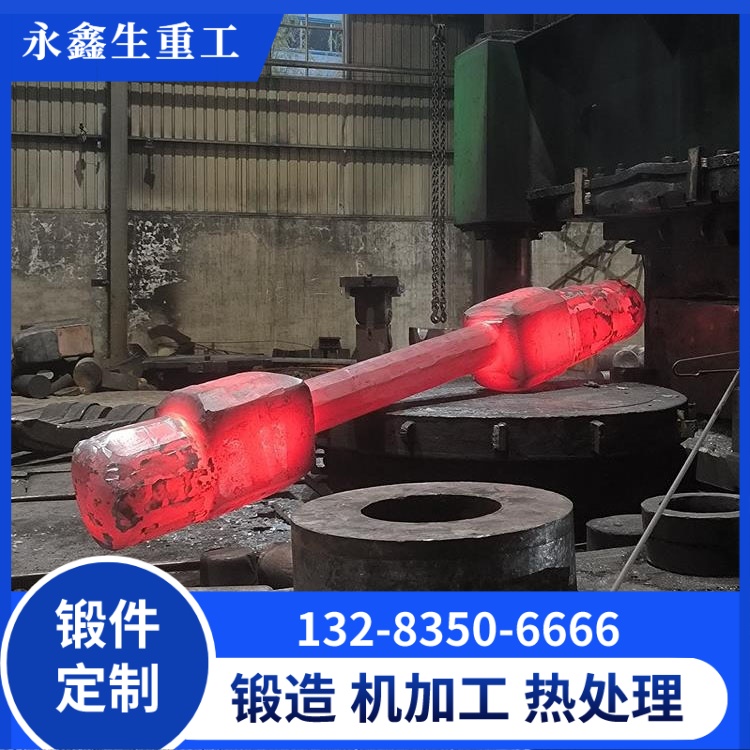
固溶处理是将锻造后的铝锻件送入热处理炉,升温至设定温度长时间保温,让铝合金内部各类合金元素充分溶解、均匀扩散,消除铸造与锻造带来的成分偏析、晶粒不均匀现象。保温完成后快速水冷淬火,把高温下均匀的合金组织快速锁定在常温状态,为后续时效强化打下基础。固溶温度、保温时间、冷却速度必须严格按牌号执行:7075、2A02 高强铝温度区间高、保温时间长;6061、5083 通用铝温度偏低、工艺相对平缓;温度过高会造成晶粒粗大、材质过烧;温度过低固溶不充分,后期强度上不去。

人工时效是固溶处理后的关键强化工序,将淬火后的铝锻件放入时效炉,在恒定低温下长时间恒温保温,让内部合金元素缓慢析出细小强化相,均匀分布在铝基体晶粒之间,大幅提升铝锻件抗拉强度、屈服强度与硬度,同时逐步释放锻造与淬火产生的残余应力,稳定金相组织与尺寸精度,避免后期加工和使用中变形翘曲。时效温度和时间误差直接影响成品性能,温度偏高偏低、时长不足都会导致强度不达标、韧性失衡。

铝锻件热处理工艺规范核心控制要点:第一,按牌号定制专属工艺曲线,7075、2A02、6061、5083 分开炉处理,不混炉生产,防止参数不匹配造成性能不合格。第二,严格控制升温速率,分段缓慢升温,避免快速加热产生热应力,引发工件微变形、微裂纹。第三,固溶保温必须充足,保证工件芯部与表层温度一致,合金元素完全固溶均匀。第四,淬火冷却速度要达标,水冷流量、水温严格管控,冷却过慢会造成合金元素析出过早,降低强化效果。第五,时效恒温区间精准把控,保温时间充足且不过度,平衡强度与韧性,避免过硬变脆、韧性不足。第六,大尺寸铝环、铝筒体锻件立放进炉、均匀摆放,避免平放受压产生热处理永久性变形。
通过规范的固溶 + 时效热处理,铝锻件可以实现三大提升:一是强度硬度大幅上涨,承载能力显著增强;二是晶粒细化均匀,抗疲劳、抗冲击性能提升;三是残余应力充分释放,尺寸稳定性好,机加工不易变形、长期使用不易尺寸漂移。
对于采购使用端来说,选用经过正规热处理的铝锻件,远比未热处理普通锻造件寿命更长、故障更少、安全系数更高。认准固溶时效标准工艺,是挑选高品质铝锻件的重要标准之一。
- 铝合金锻件材质选型 不同工况怎么选铝材
- 已经是最后一篇
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号