
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
风电法兰环形锻件工艺特点 生产制造关键要点
风电法兰环形锻件是风电整机装备的核心承重连接部件,主要应用于塔筒对接法兰、主轴轴承环、变桨轴承环、机架连接环等关键位置。风电设备常年处于高空露天环境,承受强风载荷、交变扭力、昼夜温差、风沙侵蚀、低温冻害等复杂工况,对法兰环件的强度、韧性、抗疲劳、抗低温、密封性和尺寸精度要求远超普通工业环形锻件。风电法兰环形锻件采用整体锻造、无缝成型工艺,金相组织致密均匀,力学性能各向同性,是钢板卷制焊接法兰无法替代的高端配套产品。本文重点讲解风电法兰环形锻件独有工艺特点,梳理生产制造全过程关键控制要点。
风电法兰环形锻件最突出的工艺特点是高纯净度原料配比。风电装备属于高端新能源装备,对锻件内部杂质、气体含量、偏析缺陷控制极严,不能采用普通商用钢锭,必须选用电弧炉熔炼加真空脱气、电渣重熔精炼工艺生产的优质钢锭。严格控制硫、磷、氢、氧有害元素含量,降低内部疏松、缩孔、夹杂、皮下气泡等原生缺陷,从源头保证环件具备优异的低温冲击韧性与抗疲劳性能。常用材质以 42CrMo、35CrMo、Q355NE 风电专用钢为主,化学成分严格执行风电行业专用标准,杜绝非标材质混用。

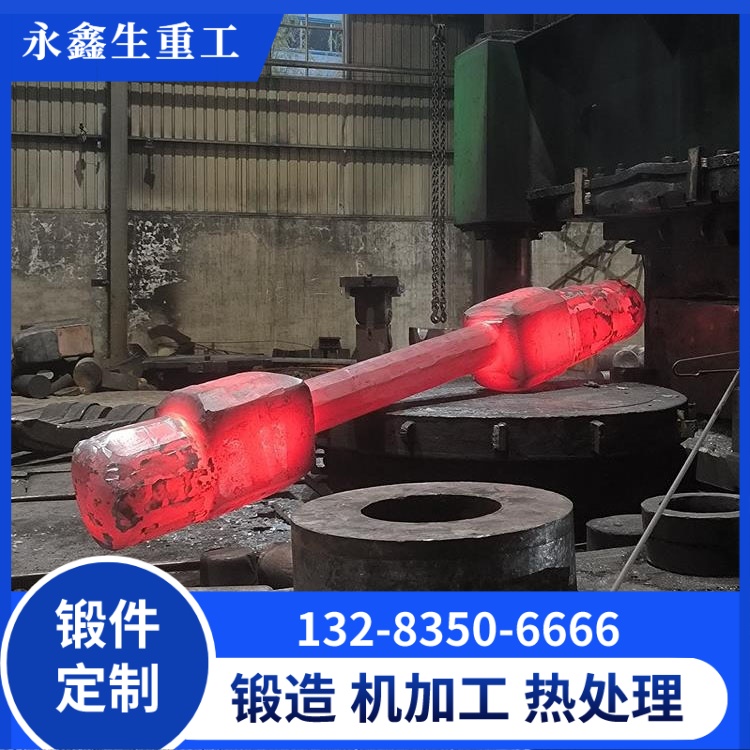
其次工艺特点为多道次大压下量自由锻 + 碾环轧制。风电法兰直径大、端面宽厚、承载负荷高,仅靠单次锻造无法压实内部组织。生产中采用多次镦粗、强力冲孔、芯轴扩孔、连续碾环轧制工艺,通过大变形量反复挤压金属晶粒,破碎粗大铸态组织,让内部金相纤维组织连续均匀环绕整圈分布,大幅提升环件的抗拉强度、屈服强度和抗交变载荷能力。相比普通一次成型环件,风电专用法兰环形锻件抗疲劳寿命可提升一倍以上,能够长期承受风机高频交变载荷不发生变形开裂。
第三大工艺特点是专属调质热处理制度。普通环形锻件多用正火、退火处理即可,而风电法兰必须执行淬火 + 高温回火调质工艺。根据法兰壁厚、直径大小定制升温速率、保温时长、淬火冷却介质和回火温度,精准细化晶粒、消除锻造残余应力,平衡强度与低温韧性,确保在零下三四十度极寒环境下不发生冷脆断裂。热处理后严格抽检硬度梯度、力学性能、金相组织,保证整圈性能均匀一致,无局部性能薄弱区。

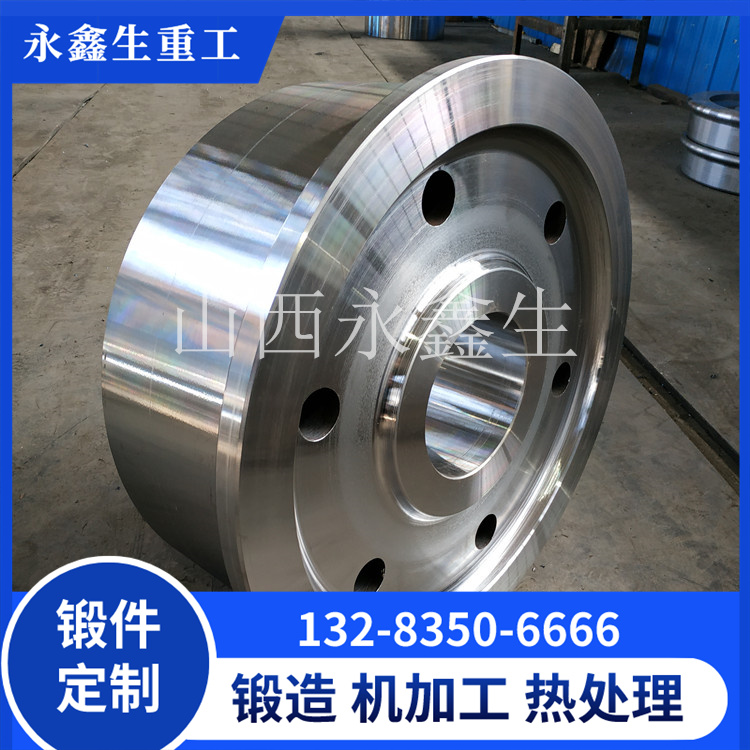
第四工艺特点是高精密尺寸与平面度控制。风电法兰对接面、螺栓孔位、密封端面精度要求极高,圆度、平面度、平行度、垂直度误差必须控制在极小公差范围内,否则现场安装对接错位、密封不严、螺栓受力不均,运行中产生额外振动载荷,加速设备老化损坏。因此风电法兰锻件必须采用重型数控立车精加工,分粗加工、时效去应力、精加工三步完成,避免应力回弹造成尺寸漂移。
在生产制造关键要点上,首先严控加热温度区间,严禁过烧、过热、氧化脱碳。风电合金钢材质敏感,温度过高造成晶粒粗大、韧性下降;温度过低塑性不足,锻造易产生微裂纹。必须采用分段梯度升温,恒温均热保证内外温度一致。
其次严控锻造终锻温度,终锻温度过高晶粒粗大,过低产生形变硬化、残余应力偏大,必须卡在工艺规定温区内完成轧制整形,锁住优良金相组织。

第三严控无损探伤等级,风电法兰属于关键承重部件,出厂必须 100% 超声波探伤、磁粉表面探伤,严格排查内部裂纹、夹杂、疏松和表面微裂纹,不合格件直接报废,绝不允许流入装配环节。
最后严控后期精加工与防护,加工完成后做好防锈涂装、端面防护、平稳吊装存放,避免磕碰划伤、变形翘曲,保障到厂安装精度。
综上,风电法兰环形锻件工艺标准高、制造控制点多,只有坚守高纯净原料、锻造压实、专属调质、精密加工、全项探伤五大核心要点,才能生产出适配风电严苛工况的高品质法兰环件,为风电装备长期安全稳定运行保驾护航。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号