
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
铝合金环锻件与筒体锻件 锻造工艺区别对比
在工业铝合金锻造产品体系中,铝环锻件与铝筒体锻件是应用最广泛的两类中空结构构件,二者外观相似、材质通用,均可采用铝合金整体锻造工艺生产,大量采购人员与设备研发人员容易混淆选型,导致配件适配度不足、成本浪费、设备运行隐患。实际上,两款产品在结构设计、锻造工艺、性能侧重、加工难度、适用工况、成本价格上存在显著差异,精准区分二者区别,能够有效提升设备选型精准度,优化设备结构设计,控制采购成本。
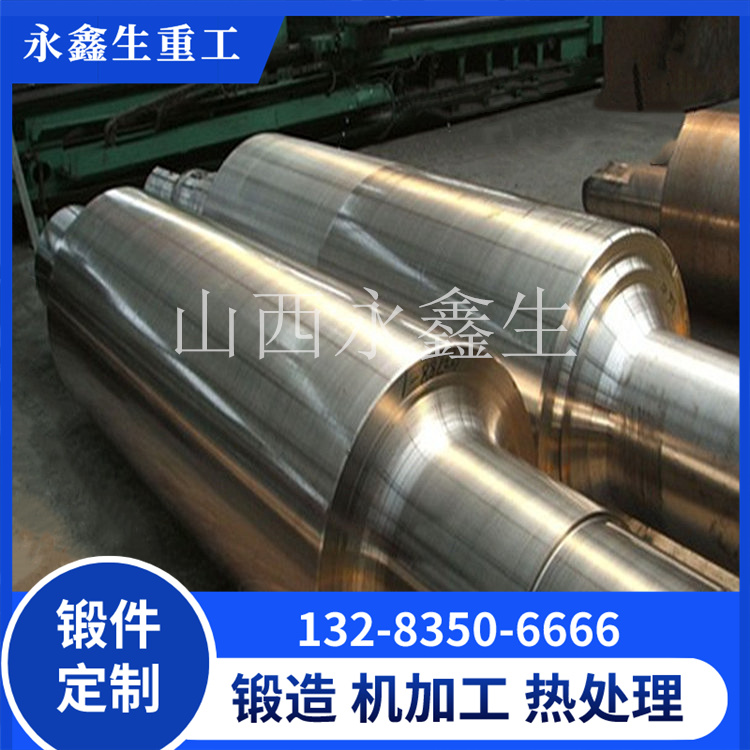
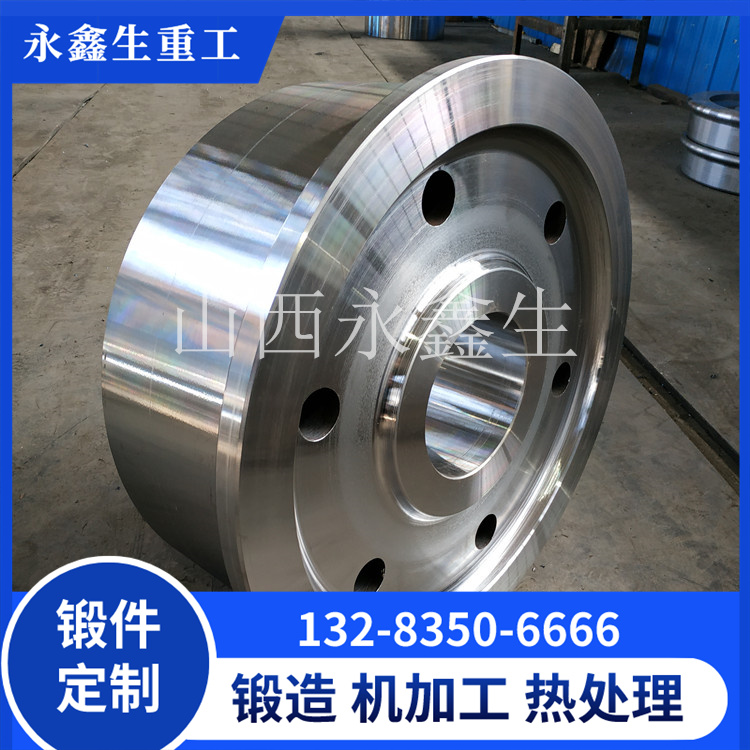
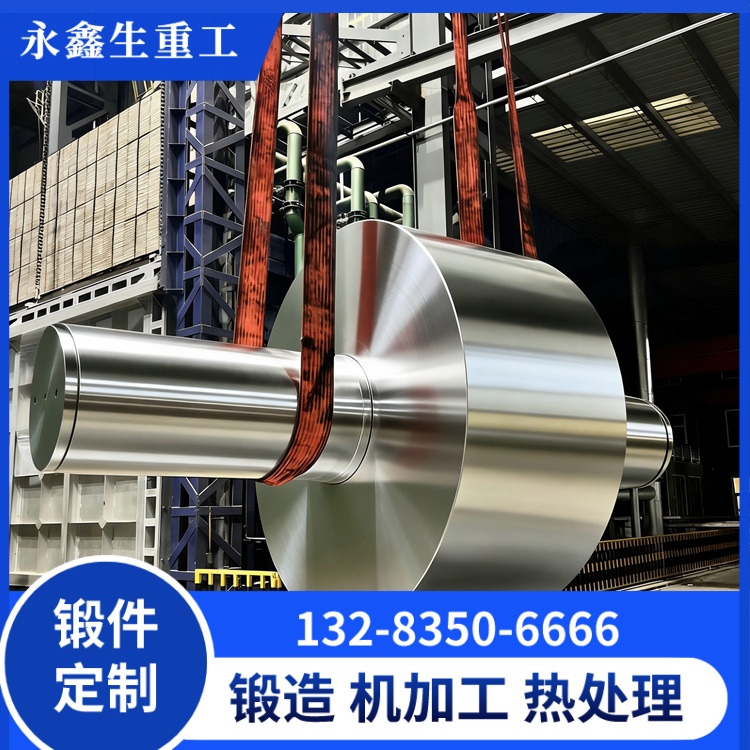
首先从基础结构定义区分,铝环锻件属于扁平式中空环形结构,整体高度低、厚度小、外形扁平,结构核心优势在于平面规整、圆度精准、密封面平整。产品设计重点在于平面度、环形精度与端面密封性,主要用于设备连接、密封、承重、紧固、定位,属于设备辅助连接承重配件。而铝筒体锻件属于长条管状中空结构,筒体长度大、纵深长、壁厚厚重,结构核心优势在于整体性强、耐压性高、轴向稳定性好,主要用于设备承压腔体、流体输送主体、中空承重支撑结构,属于设备核心承压主体配件。

锻造工艺是二者最核心的区别。铝环锻件主流采用扩孔锻造工艺,生产工序简洁成熟,主要包含下料、加热、墩粗、冲孔、扩孔、平面精整六大步骤。锻造核心在于扩孔整形,重点校准圆环圆度、平面平整度、端面光洁度,无需复杂的拔长工序。工艺侧重保障环形结构规整、密封面精密、壁厚均匀,工序简单、锻造速度快、良品率高、加工成本低,适合大批量、大直径扁平环形配件生产。

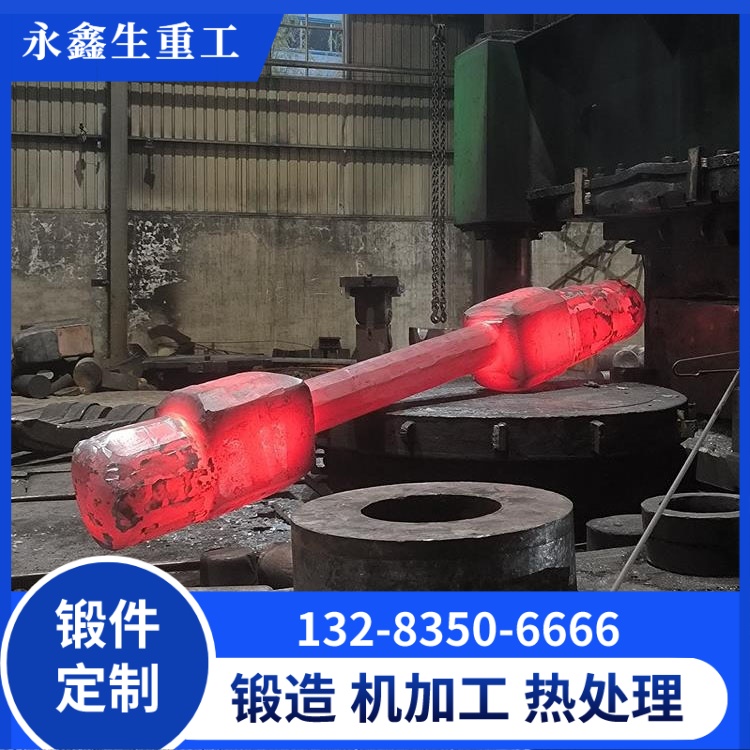
铝筒体锻件采用复合型锻造工艺,工序更加复杂,包含下料、恒温加热、墩粗、冲孔、多次扩孔、分段拔长、筒体校直、内外壁精整八大步骤。其中分段拔长与校直是筒体锻造的核心独有工序,需要通过设备反复拉伸筒体结构,控制筒体长度、壁厚均匀度与整体直线度,杜绝筒体弯曲、椭圆、壁厚偏差等问题。整套工艺复杂度更高、生产周期更长、对设备压力与技术经验要求更高,成品整体性、耐压性、结构强度优于普通铝环锻件。

性能与工况适配层面,铝环锻件侧重平面密封、静态承重、设备紧固,适配风电连接环、管道密封环、设备定位承重环、法兰基座等静态连接密封场景;铝筒体锻件侧重高压承压、流体输送、轴向承重,适配压力容器腔体、液压筒体、化工输送管道、设备中空支撑主体等高压动态工况。二者材质通用,均可适配6061、2A12、7075等材质,但筒体锻件整体承载力、结构完整性更强,采购成本相对更高。
综上所述,选型时静态密封、连接承重优先选用铝环锻件,高压承压、腔体结构、流体输送优先选用铝筒体锻件,精准区分工艺与性能差异,能够最大化适配设备工况,兼顾设备稳定性与采购性价比。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号