
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
门式起重机车轮锻件标准与检测要求全解析
门式起重机车轮锻件作为起重机的核心安全部件,其品质直接关系到设备的运行安全和使用寿命,因此,行业内制定了严格的标准和检测要求,规范车轮锻件的生产、检验和使用。掌握门式起重机车轮锻件的相关标准和检测要求,对于生产厂家、使用企业和检验人员来说,都具有重要意义,能够确保车轮锻件品质达标,规避安全隐患。本文将全面解析门式起重机车轮锻件的相关标准、核心检测项目及检测要求,为行业从业者提供专业参考。
门式起重机车轮锻件的相关标准,主要分为国家/行业标准和企业标准,其中国家/行业标准是基础,企业标准需在国家/行业标准的基础上,结合自身生产能力和客户需求,制定更高的质量标准。
目前,国内门式起重机车轮锻件的核心国家/行业标准主要包括:《起重机 车轮》(GB/T 6067.1-2010)、《锻件通用技术条件》(GB/T 12362-2009)、《结构钢锻件》(GB/T 17107-1997)等。这些标准对车轮锻件的材质、尺寸精度、力学性能、外观质量、无损检测等方面,都做出了明确规定,是生产和检验车轮锻件的依据。

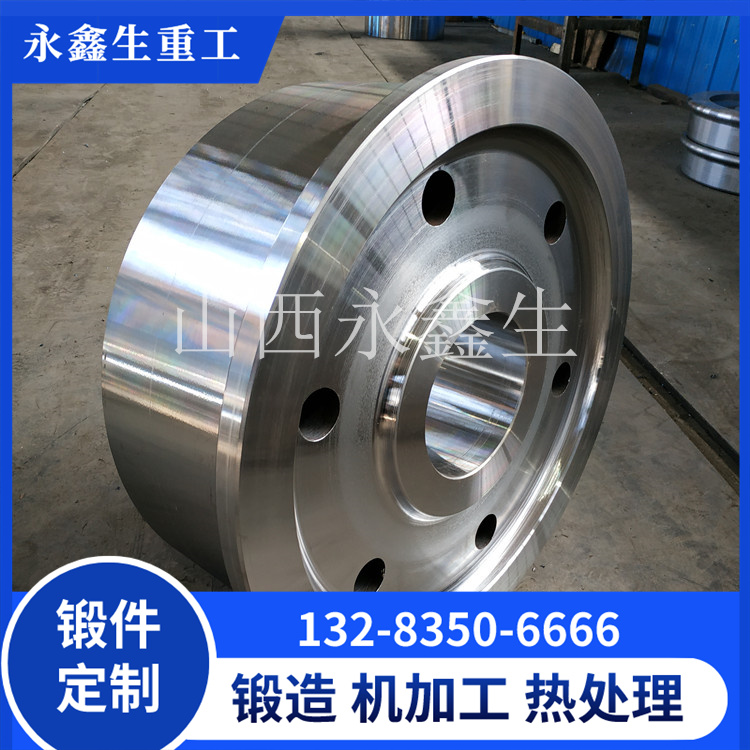
《起重机 车轮》(GB/T 6067.1-2010)是专门针对起重机车轮制定的标准,明确了车轮锻件的术语定义、技术要求、检验方法、验收规则等。该标准规定,车轮锻件的材质应根据起重机的额定起重量、运行工况等因素选择,常用材质包括45#钢、40Cr、60Si2Mn等,材质的化学成分和力学性能需符合相关标准要求;车轮的尺寸精度,包括直径、宽度、轮缘厚度、孔径、踏面弧度等,误差需控制在规定范围内,例如,车轮直径的允许偏差为±0.1%,轮缘厚度的允许偏差为±0.5mm;车轮锻件的外观质量,表面应无裂纹、气孔、划痕、夹杂物等缺陷,表面粗糙度需符合要求;无损检测方面,车轮锻件需进行超声波检测或磁粉检测,确保内部无隐藏缺陷。
《锻件通用技术条件》(GB/T 12362-2009)规定了锻件的通用技术要求,包括锻件的材质、锻造工艺、热处理、外观质量、尺寸精度、无损检测等,适用于各类锻件,包括门式起重机车轮锻件。该标准明确了锻件的锻造温度、锻打次数、冷却方式等工艺要求,确保锻件的内部组织致密、无缺陷;同时,规定了锻件的热处理工艺,要求根据材质和使用需求,进行正火、淬火、回火等处理,提升锻件的力学性能。
《结构钢锻件》(GB/T 17107-1997)规定了结构钢锻件的化学成分、力学性能、检验方法等,为门式起重机车轮锻件的材质选择和检验提供了依据。该标准明确了不同牌号结构钢的化学成分范围,以及对应的抗拉强度、屈服强度、伸长率、冲击韧性等力学性能指标,例如,45#钢锻件的抗拉强度≥600MPa,屈服强度≥355MPa,伸长率≥16%,冲击韧性≥39J/cm²。
企业标准是生产厂家根据自身生产能力和客户需求,在国家/行业标准的基础上制定的,通常比国家/行业标准更为严格。例如,部分专业厂家会提高车轮锻件的力学性能指标,将40Cr材质车轮锻件的抗拉强度提升至800MPa以上;同时,细化尺寸精度要求,将车轮踏面的尺寸误差控制在±0.05mm以内,确保车轮与轨道的贴合精度更高。

门式起重机车轮锻件的检测要求,主要围绕外观质量、尺寸精度、力学性能、无损检测四个核心项目展开,每个项目都有明确的检测方法和合格标准。
外观质量检测,主要采用目视检查和手感检查的方法,检测车轮锻件的表面是否有裂纹、气孔、划痕、夹杂物、氧化皮等缺陷。合格标准为:表面无明显裂纹、气孔、夹杂物,划痕深度不超过0.5mm,氧化皮已彻底清除,表面平整、光滑,无明显凹凸不平。对于表面出现的轻微缺陷,可进行打磨修复,修复后需重新检测,确保符合要求;对于严重缺陷,如裂纹、大面积气孔等,需报废处理。
尺寸精度检测,采用专业的测量工具,如卡尺、千分尺、百分表、投影仪等,检测车轮的直径、宽度、轮缘厚度、孔径、踏面弧度、轮距等关键尺寸。检测时,需在车轮的不同位置进行多次测量,取平均值,确保尺寸误差符合标准要求。例如,车轮直径的测量,需在车轮圆周方向均匀选取4个测量点,测量结果的偏差需控制在±0.1%以内;轮缘厚度的测量,需在轮缘圆周方向选取3个测量点,偏差需控制在±0.5mm以内。
力学性能检测,主要包括抗拉强度、屈服强度、伸长率、冲击韧性、硬度等指标的检测。检测方法按照相关标准执行,例如,抗拉强度和屈服强度通过拉伸试验检测,冲击韧性通过冲击试验检测,硬度通过布氏硬度计检测。合格标准为:各项力学性能指标需符合所选材质的标准要求,例如,40Cr材质车轮锻件的布氏硬度需控制在HB280-HB320之间,抗拉强度≥800MPa,冲击韧性≥45J/cm²。
无损检测,是检测车轮锻件内部缺陷的关键手段,主要采用超声波检测和磁粉检测两种方法。超声波检测主要用于检测车轮锻件内部的裂纹、气孔、疏松等缺陷,检测范围包括车轮踏面、轮缘、轮毂等部位,合格标准为:内部无大于2mm的裂纹、气孔等缺陷,缺陷数量不超过规定范围;磁粉检测主要用于检测车轮锻件表面和近表面的裂纹,合格标准为:表面和近表面无明显裂纹,磁粉显示无异常。对于检测出的内部缺陷,需根据缺陷大小和位置,判断是否可修复,不可修复的需报废处理。

此外,门式起重机车轮锻件的检测还包括热处理质量检测,主要检测锻件的内部组织,确保热处理工艺达标,内部晶粒细化、组织均匀,无过热、过烧等问题。检测方法采用金相分析,通过显微镜观察锻件的内部组织,合格标准为:内部组织为均匀的珠光体+铁素体,无粗大晶粒、网状碳化物等缺陷。
总之,门式起重机车轮锻件的标准和检测要求,是保障锻件品质和设备安全的重要依据。生产厂家需严格按照标准生产,确保每一件产品都符合检测要求;使用企业需加强对车轮锻件的检验,选用合格产品;检验人员需严格按照检测要求,规范检测流程,及时发现缺陷,杜绝不合格产品投入使用,为门式起重机的安全、稳定运行提供保障。
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号