
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
双轮缘桥式起重机行车轮锻件:材质选型与锻造工艺优化解析
双轮缘桥式起重机行车轮锻件是重载桥式起重机行走系统的核心部件,其性能表现直接取决于材质选型的合理性和锻造工艺的科学性。在重载、高频、恶劣工况下,材质的力学性能和工艺的稳定性决定了锻件的使用寿命、承载能力和运行安全性。本文将深入解析双轮缘桥式起重机行车轮锻件的材质选型原则与锻造工艺优化方向,为行业生产和应用提供参考。
材质选型需遵循“适配工况、兼顾性能、经济性”的核心原则,结合双轮缘行车轮锻件的受力特点和应用场景,合理选择钢材类型和热处理方式。双轮缘行车轮锻件在工作过程中,主要承受垂直载荷、水平冲击力、轨道摩擦磨损以及交变应力,因此材质需具备高强度、高韧性、高耐磨性和良好的抗疲劳性能,同时还要具备一定的可加工性和经济性。

目前,行业内常用的双轮缘行车轮锻件材质主要分为三类:优质碳素结构钢、合金结构钢和渗碳钢。优质碳素结构钢以45#钢、50Mn为主,此类钢材价格低廉、来源广泛,经过调质处理后,可获得良好的强度和韧性,适用于中等载荷、中低频率的重载场景,如普通重型车间的桥式起重机。合金结构钢以40Cr、42CrMo为主,相较于优质碳素结构钢,其合金元素含量更高,强度、韧性和耐磨性更优,经过调质处理后,抗拉强度可达800MPa以上,适用于高载荷、高频次、强冲击的恶劣工况,如冶金厂、港口码头的重载桥式起重机。渗碳钢以20CrMnTi、20CrNiMo为主,通过渗碳淬火处理,轮面硬度可达到HRC58-62,具有极高的耐磨性和抗疲劳性能,适用于极端重载、高速运行的特殊场景,如大型钢铁企业的板坯起重机。

材质的热处理工艺是提升锻件性能的关键环节。对于优质碳素结构钢和合金结构钢,普遍采用调质处理(淬火+高温回火),通过控制淬火温度、保温时间和冷却速度,使锻件获得均匀的回火索氏体组织,兼顾硬度与韧性,避免出现淬火裂纹。对于渗碳钢,需采用“渗碳-淬火-低温回火”的工艺,渗碳层厚度控制在1.5-2.5mm,确保轮面具有极高的硬度,同时心部保持良好的韧性,能够抵御冲击载荷。此外,部分场景还会采用表面淬火工艺,如感应加热表面淬火,进一步提升轮面硬度和耐磨性,延长锻件使用寿命。

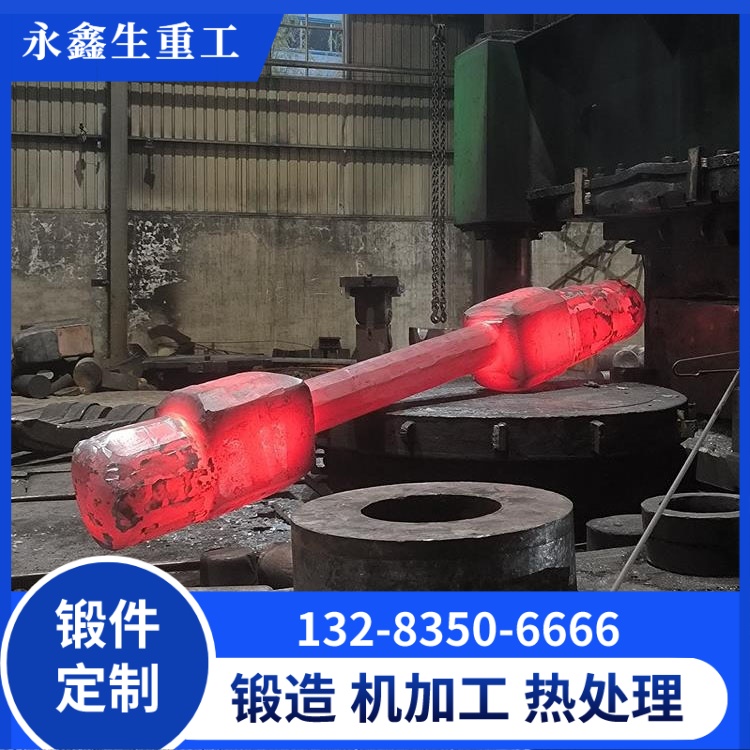
锻造工艺的优化是解决锻件内部缺陷、提升锻件质量的核心手段。双轮缘行车轮锻件的传统锻造工艺存在内部疏松、晶粒粗大、尺寸精度低等问题,难以满足重载工况的高要求,因此需要从加热、锻打、冷却、精加工等环节进行优化。加热环节,采用分段加热工艺,将钢坯从室温逐步加热至1100-1200℃,避免加热速度过快导致钢坯表面过热、内部未热透,确保钢坯充分奥氏体化,提升锻打效果。
锻打环节,优化锻打参数和锻打方式,采用多道次模锻,替代传统的自由锻,通过模具精准控制锻件的形状和尺寸,减少锻件余量,提升尺寸精度;同时,增加锻打次数,控制每道次锻打变形量,使钢坯内部组织充分细化,消除内部气孔、夹杂等缺陷,提升锻件的致密性和力学性能。冷却环节,采用缓冷坑缓冷或等温冷却工艺,避免锻件因冷却速度过快产生内应力,防止出现裂纹、变形等问题,确保锻件尺寸稳定。精加工环节,采用数控车床、磨床进行精密加工,控制轮径、轮缘厚度、轮面平面度等关键参数的误差在±0.05mm以内,确保车轮与轨道贴合紧密,减少运行过程中的摩擦和振动。
此外,锻造过程中的质量检测也不可或缺。通过超声波检测、磁粉检测等无损检测手段,及时发现锻件内部的裂纹、夹杂等缺陷,不合格锻件严禁出厂;同时,对锻件的力学性能进行抽样检测,确保其硬度、抗拉强度、冲击韧性等指标符合设计要求。通过材质选型的优化和锻造工艺的升级,双轮缘桥式起重机行车轮锻件的质量和性能得到显著提升,能够更好地适配重载工况,为桥式起重机的安全、高效运行提供保障。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号