
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
双边缘车轮锻件:用途、特点与材质解析
双边缘车轮锻件的用途聚焦于重载、导向性要求高的场景,核心作用是承载设备重量、传递动力并确保运行稳定性,广泛应用于矿山机械、港口设备、冶金机械、起重机械等多个领域。在矿山行业,它是矿用车辆、刮板输送机、提升机的核心部件,适配井下、露天等恶劣工况,承载矿石运输过程中的巨大载荷,凭借双边缘设计防止脱轨,保障矿山作业的连续性与安全性。在港口领域,其用于港口起重机、集装箱运输车辆的行走机构,应对港口高频率、重载的作业需求,确保设备在轨道上平稳移动,提升货物装卸效率。

在冶金与起重行业,双边缘车轮锻件适配炼钢炉、起重机等大型设备,承受高温、重载双重考验,为设备的精准运行提供导向与支撑;同时,它也应用于轨道交通、工程机械等领域,如火车轮对、挖掘机行走轮等,在复杂路况下维持设备的行驶稳定性,减少故障发生率。此外,在造纸、石油化工、造船等行业的输送设备中,双边缘车轮锻件也发挥着重要作用,适配不同工况下的物料运输需求。
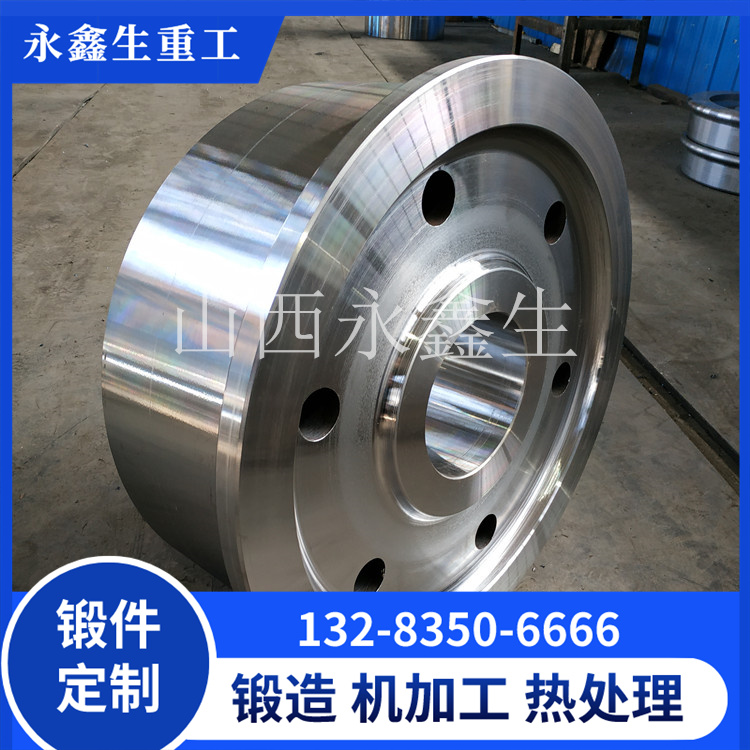
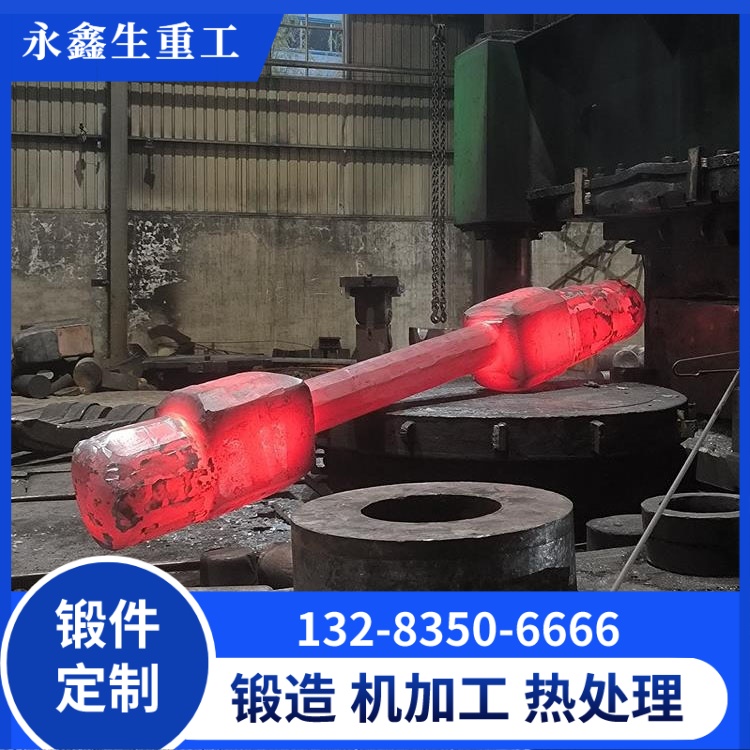
双边缘车轮锻件的特点源于锻造工艺的优势与双边缘结构的设计,核心突出“高强度、高稳定、高耐磨、易适配”四大特性。其一,结构稳定性极佳,双边缘设计相较于单边缘车轮,能有效限制车轮横向位移,防止运行过程中脱轨,尤其适用于轨道式设备,在重载、高速运行场景下可显著提升设备运行的安全性,这也是其区别于普通车轮锻件的核心优势。其二,力学性能优异,锻造工艺能有效消除金属坯料在冶炼过程中产生的疏松、气孔等缺陷,细化晶粒结构,保留完整的金属流线,使锻件的抗拉强度、冲击韧性和疲劳强度远高于铸件,可长期承受重载冲击而不易变形、断裂,使用寿命大幅延长。

其三,耐磨耐腐蚀,通过后续热处理工艺,车轮踏面与边缘可形成高强度耐磨层,能有效抵抗轨道摩擦与介质侵蚀,适配矿山、港口等多粉尘、高腐蚀的恶劣工况,减少维护频次与成本,部分产品还可通过表面堆焊进一步提升耐磨性。其四,适配性强,可根据不同设备的需求,定制不同规格、尺寸的锻件,无论是小型起重设备还是大型矿山机械,都能精准匹配,且加工精度高,轮径公差、圆度误差可控制在极小范围,确保与设备的完美契合,提升运行平稳性。此外,锻造工艺的材料利用率高,相较于铸造工艺可减少材料损耗,降低生产成本。
材质选择是双边缘车轮锻件性能的基础,需根据应用场景的载荷、温度、磨损程度等需求,选用不同类型的钢材,核心材质以合金钢为主,辅以部分优质碳钢,确保材质性能与使用需求精准匹配。常用的核心材质主要分为三类:第一类是优质碳钢,如45#钢,具有良好的韧性和可加工性,成本较低,适用于载荷较小、工况相对温和的场景,如小型起重机、轻型输送设备的车轮锻件,通过调质处理可进一步提升其强度与耐磨性,满足基础使用需求。

第二类是合金结构钢,这是双边缘车轮锻件的主流材质,包括65Mn、42CrMoA、34CrNiMo6等。其中65Mn钢硬度高、耐磨性强,经高频淬火处理后,轮缘淬硬层深度可达15mm以上,适用于中小型起重机等中等载荷场景;42CrMoA钢强度高、淬透性好,冲击韧性优异,适用于重型起重机、矿山车辆等重载、高冲击场景;34CrNiMo6钢则具备更高的强度与疲劳性能,适用于港口机械、冶金车轮等对性能要求极高的场景,部分还可搭配表面堆焊技术进一步提升耐磨性能。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号