
 电话:13283506666
电话:13283506666 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区






 当前位置:
当前位置:
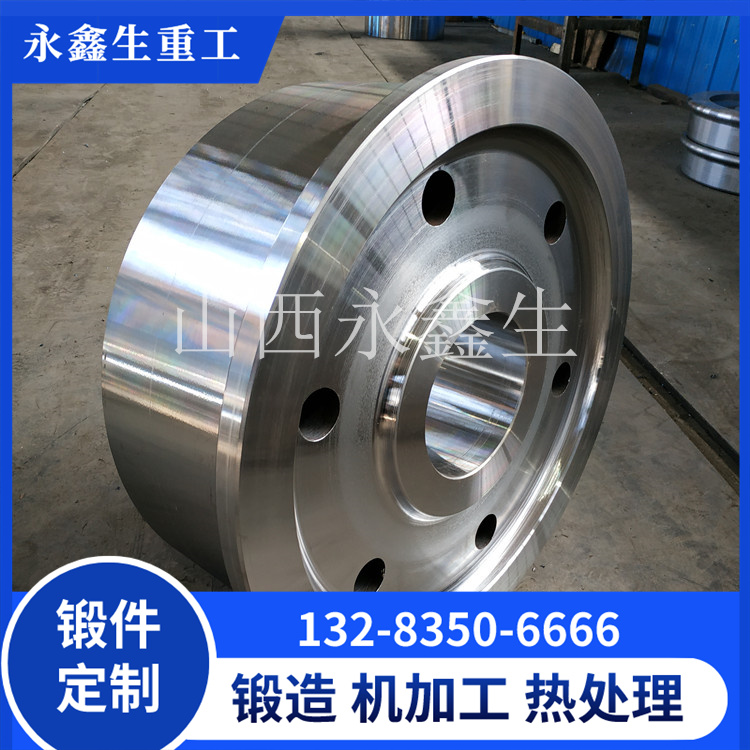
60#/CL60钢行车轮锻件的锻造工艺及性能优化
60#/CL60钢作为中高碳优质碳素钢,是桥式起重机行车轮锻件的常用材质之一,其锻造工艺直接影响车轮锻件的组织性能和使用寿命。合理的锻造工艺能够消除钢材内部的缺陷,提升车轮锻件的强度、硬度和耐磨性,优化其综合性能。本文将详细介绍60#/CL60钢行车轮锻件的锻造工艺及性能优化措施。
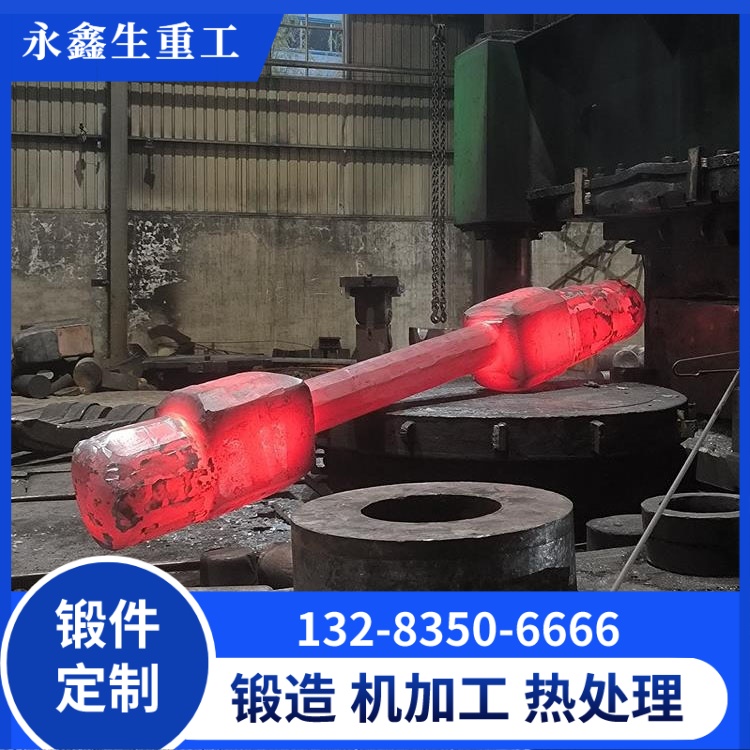
60#/CL60钢行车轮锻件的锻造工艺主要包括加热、锻造、冷却等环节,每个环节都有严格的工艺要求,具体如下:
首先是加热环节,加热温度是锻造工艺的关键参数,直接影响车轮锻件的组织和性能。60#/CL60钢的加热温度通常控制在1100~1200℃,在此温度下,钢材的塑性较好,能够顺利进行锻造变形,同时避免出现过热、过烧等缺陷。加热过程中,需要缓慢升温,确保钢材内部温度均匀,避免出现温差过大的情况。

在加热过程中,还需要注意保温时间,保温时间根据车轮锻件的尺寸和形状确定,一般为2~4小时,以确保钢材完全奥氏体化,为后续的锻造变形奠定基础。如果保温时间不足,钢材内部组织不均匀,会影响锻造质量;如果保温时间过长,会导致钢材过热、晶粒粗大,降低车轮锻件的力学性能。
其次是锻造环节,锻造变形量是锻造工艺的核心参数,直接影响车轮锻件的组织致密性和力学性能。60#/CL60钢行车轮锻件的锻造变形量通常控制在30%~50%,通过合理的锻造变形,能够消除钢材内部的疏松、气孔等缺陷,使晶粒细化,提升车轮锻件的强度和韧性。
在锻造过程中,需要注意以下几点:
一是控制锻造速度,锻造速度不宜过快,避免出现裂纹等缺陷;
二是采用合理的锻造方法,根据车轮锻件的形状和尺寸,选择合适的锻造工艺,确保锻造质量;
三是及时进行锻后冷却,避免车轮锻件因温度过高而产生变形和裂纹。
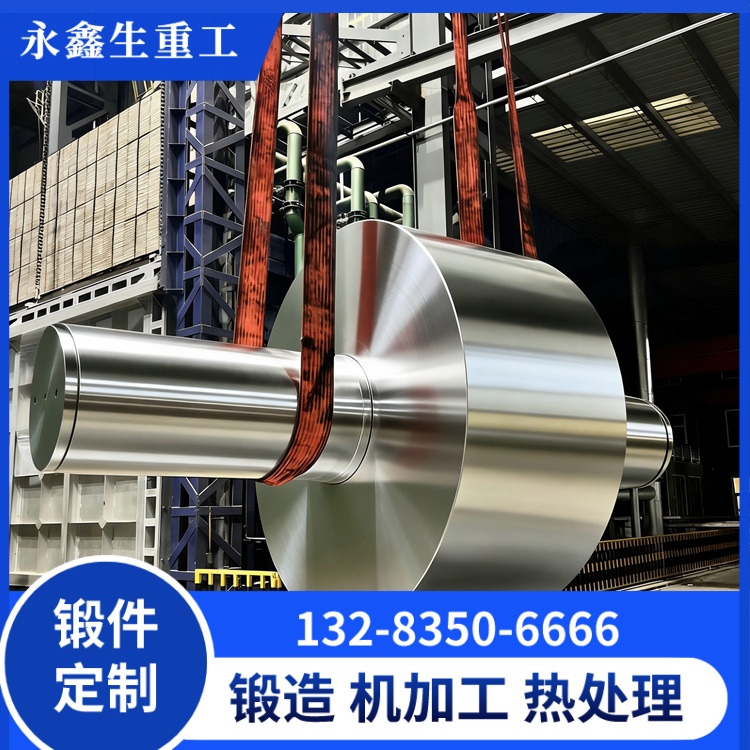
最后是冷却环节,冷却速度是影响车轮锻件组织和性能的重要因素。60#/CL60钢行车轮锻件的冷却方式通常为缓冷,即先将锻件放在空气中冷却至300~400℃,然后放入缓冷坑中进行缓冷,冷却至室温。缓冷能够有效消除锻件内部的内应力,避免出现裂纹、变形等缺陷,同时还能改善锻件的组织性能,提升其韧性和耐磨性。

为了进一步优化60#/CL60钢行车轮锻件的性能,还可以采取以下措施:
一是优化热处理工艺,采用淬火+高温回火的工艺,提高车轮锻件的硬度和韧性,确保其硬度达到HB250~300的要求;
二是加强原材料的质量控制,选择优质的60#/CL60钢原材料,确保其化学成分和力学性能符合要求;
三是优化锻造工艺参数,根据车轮锻件的尺寸和形状,合理调整加热温度、锻造速度和变形量等参数,提升锻件质量;
四是加强成品检测,对车轮锻件进行硬度检测、金相分析、无损检测等,及时发现并处理质量问题。

此外,在锻造过程中,还需要注意以下质量控制要点:
一是避免出现裂纹,裂纹主要产生于锻造温度过高、冷却速度过快或锻造工艺不当等情况,需要严格控制锻造温度和冷却速度,优化锻造工艺;
二是避免出现疏松、气孔等缺陷,这些缺陷主要产生于原材料质量不佳或锻造工艺不合理,需要加强原材料的质量控制,优化锻造工艺参数;
三是确保锻件的尺寸精度和表面质量,避免出现尺寸偏差和表面缺陷。
综上所述,60#/CL60钢行车轮锻件的锻造工艺和性能优化至关重要,只有严格控制锻造工艺参数,加强各个环节的质量管控,才能提升车轮锻件的综合性能,确保其满足中载桥式起重机的运行需求。
新闻中心
热门文章
 邮箱:13283506666@qq.com
邮箱:13283506666@qq.com 地址:定襄县师家湾工业区
地址:定襄县师家湾工业区

- 产品中心 product
- 直通车 Through train
- 新闻中心 News Center
- 关于我们 About us
- Copyright ©山西永鑫生重工股份有限公司 版权所有 备案号:晋ICP备12001636号